
随着科技的高速发展,建筑建材日新月异,节能环保已成为全球人类的必经之道,如何在有限的资源条件下创造更多更好的财富,将是人类适应社会推动社会发展的一大课题,建筑市场作为世界发展的主要经济动脉,其建材的合理充分利用也正从点滴中得以重视,新工艺、新技术正普及其中。
某小区开发建设16层~18层高层框剪结构住宅群,住宅内设有无梁全现浇地下车库兼作人防设施。其中住宅12幢,建筑总面积26万m2,地下车库约2万m2,总工期600 d。该小区所有工程钢筋级别主要是HPB235,HRB335,HRB400,整个建设项目的受力钢筋接头数量很大,所有受力钢筋直径不小于16的钢筋接头经考察研究确定采用剥肋滚压直螺纹机械连接技术施工。
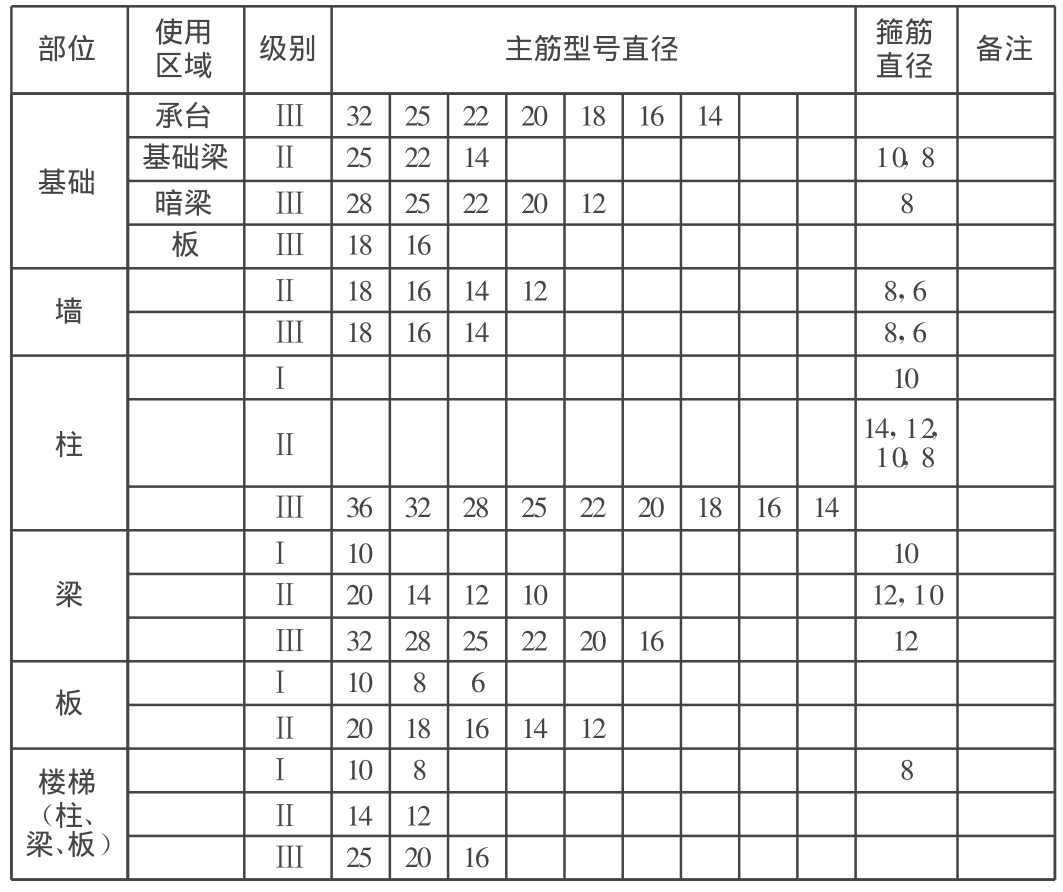
1 主要部位钢筋直径及用量
主要部位钢筋直径及用量见表1。
表1 主要部位钢筋直径及用量一览表 mm
2 施工工艺及原理
2.1 工艺原理
通过机械对直螺纹钢筋进行剥肋套丝,用采购的钢筋连接套筒进行同径或异径连接,以达到工程设计要求的配筋长度。其抗压、抗拉等物理性能均达到标准。
2.2 工艺流程
合理进行钢筋下料→钢筋切割→钢筋端头齐平处理→剥肋滚压螺纹→丝头质量检验→带帽保护→存放待用。
3 施工准备
3.1 原材料采购与供应
钢筋:采用符合标准及图纸设计要求的标准钢筋,钢筋入场后应索取相关的出厂合格证,并按规范要求取样进行试验,试验合格方可使用。
钢筋连接套筒:剥肋滚压直螺纹接头所用的连接套筒采用优良碳素结构钢,接头连接套筒采用标准型套筒,并索要出厂合格证。
3.2 机具准备
剥肋滚压直螺纹连接机具,视工程钢筋剥肋量确定入场数量。入场后由专业机械工和电工安装调试运行,机具运转正常方可大批量施工。
4 剥肋滚压直螺纹套筒钢筋丝头加工
1)钢筋端面平头:采用无齿砂轮切割机平头(严禁气割),保证钢筋端面与母材轴线方向垂直。
2)剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机,将待连接钢筋的端头加工成螺纹,加工时应注意同根钢筋两个端头螺纹的方向,并用套筒试套,丝头不得过硬或过软,并在机械加工时注意浇水,防止因机械加工过热产生钢性变异。
3)丝头质量抽检:项目经理部、质量部、工程部协同监理或业主进行丝头抽样检验,并随意抽取相关数目的丝头用钢筋连接套筒连接完成后,送科研所进行物理性能试验。
4)带帽保护:用专用的钢筋丝头塑料保护帽进行保护,防止螺纹被磕碰或被污物污染。
5)存放待用:按规格型号及类型进行分类码放,并标注型号及数量,应放置于现场封闭库房内,不得淋雨和受潮。
5 连接使用
1)待钢筋原材料和接头试验报告合格后,钢筋按所使用部位吊运至现场,操作人员采用力矩钳进行连接,连接过程需两人相互配合,并要求尽量使钢筋中心线保持一致,套筒外端无外露丝纹。
2)钢筋连接前,回收丝头上的塑料保护帽和套筒端头的塑料密封盖,并检查钢筋规格是否与连接套筒的规格一致,检查螺纹扣是否完好无损。如发现杂物或锈蚀,应用铁刷清理干净。
3)竖向钢筋连接时,应从下向上依次连接;水平钢筋连接时,应从一端向另一端依次连接,不得从两头往中间连接。
4)同径或异径正丝扣连接时,将待连接的两根钢筋丝头拧入钢筋连接套筒,用两把专用扳手分别卡住待连接钢筋,将钢筋接头拧紧,使两钢筋丝头在套筒中间位置顶紧。
5)正反丝扣连接时,将待连接的两根正反丝扣钢筋同时对准正反丝扣连接套筒,用两把专用扳手分别卡住待连接钢筋,再用第三把扳手拧紧连接套筒。
6)可调丝头连接时,先将钢筋连接套筒和锁紧螺母全部拧入长丝头钢筋端,再把短丝头钢筋端对准套筒,旋转套筒使其从长丝头钢筋头中逐渐退出,并进入短丝头钢筋头中,与短丝头钢筋头拧紧,然后将锁紧螺母旋出,并与套筒拧紧定位。
7)连接完的接头应立即用油漆做标记,防止漏拧。
8)钢筋连接套筒的混凝土保护层厚度应符合设计要求,且不得小于15 mm,连接套筒间横向净距不宜小于25 mm。
9)直螺纹连接接头与钢筋绑扎搭接接头的设置相比具有很大优势,可提高施工速度、增加工效、缩短工期。搭接接头同直螺纹连接“接头面积允许百分率”见表 2。10)钢筋连接完成,经监理、设计、建设等相关单位人员共同验收合格后,即可进行下道工序施工。
表2 搭接接头同直螺纹连接“接头面积允许百分率” %

表3 经济效益分析表

6 实施情况总结
6.1 经济效益分析
经济效益分析见表3。
6.2 综合效益
本工程大直径钢筋接头采用剥肋滚压直螺纹机械连接接头,加快了施工进度,保证了工程质量,节约了钢材,节省了劳动力投入,扣除连接件成本,该技术在本项目工程中节约资金约18万元,经现场质量外观检验和取样试验,均符合设计强度要求及钢筋机械连接质量验收标准规定,节约钢材约36 t,深受业主、监理和设计单位的表扬,值得推广。

